Die Maschinenauslastung steigern

Produktivitätssteigerung bei einem mittelständischen Industrieunternehmen
Executive Summary
Das mittelständische Unternehmen der Konsumgüter- und Automobilzulieferindustrie stand vor großen Herausforderungen. Die Maschinenlaufzeiten waren offensichtlich ungenügend, genaue Daten lagen jedoch nicht vor. Ein Teil des Personals verfügte nicht über die notwendige Fachausbildung und eine vorausschauende Disposition fand nicht statt.
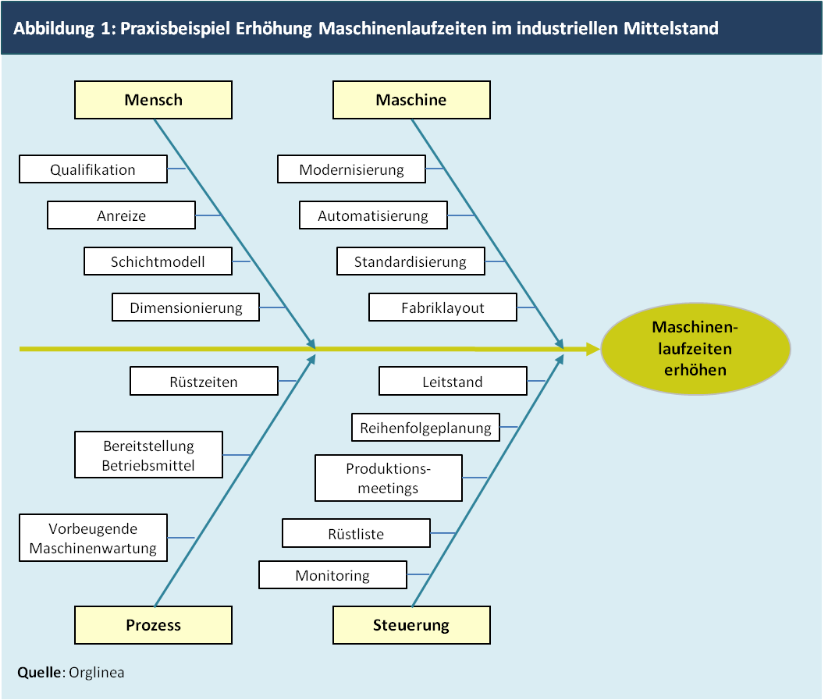
In einer ersten Projektphase wurden zunächst die Grundlagen für eine Optimierung der Maschinenauslastung geschaffen. Diese beinhalteten produktivitätsorientierte Anreize für die Beschäftigten, die Installation eines Maschinenleitstands, eine Qualifikationsoffensive und die Erweiterung des Schichtmodells.
In einer zweiten Phase wurde die Maschinenauslastung gezielt gesteigert: Die Optimierung von Produktionssteuerung, Produktionsinfrastruktur und Produktionsprozesse sowie die entsprechende Dimensionierung der Mitarbeiterkapazitäten. Innerhalb eines Jahres wurde so die Maschinenauslastung von 64 % auf 82 % gesteigert.
Ausgangslage
Das mittelständische Industrieunternehmen fertigte an einem deutschen Standort mit knapp 100 Beschäftigten anspruchsvolle Kunststoffprodukte für die Konsumgüter- und Automobilindustrie.
Die Serienfertigung bestimmten historisch gewachsene Strukturen. Im Dreischichtbetrieb liefen tagsüber selten mehr als die Hälfte aller Maschinen. Nachts und am Wochenende offensichtlich noch weniger. Genaue Daten existierten nicht. Obwohl technisch anspruchsvolle Produkte gefertigt wurden, verfügte ein erheblicher Teil des Maschinenbedienpersonals nicht über eine technisch adäquate Fachausbildung. Komplexe Rüstvorgänge und Anfahrprozeduren wurden teilweise von Personal mit einer Ausbildung im Lebensmittelhandwerk verantwortet. Eine vorausschauende Disposition fand nicht statt. In den regelmäßigen Produktionsmeetings in der Frühschicht wurden die Fertigungsartikel kurzfristig umgeplant, häufig aufgrund drohender Bandstillstände bei Kunden. Die für die Notfertigung notwendigen Werkzeuge waren dann oft nicht parat.
Die neuinstallierte Geschäftsführung sah die Notwendigkeit einer umfassenden Produktionsoptimierung, um den Erfordernissen des intensiven Wettbewerbs besser gerecht zu werden. Perspektivisches Ziel war eine bessere Nutzung der Maschinen und Anlagen. Bevor diese jedoch gezielt verbessert werden konnte, mussten zunächst die Voraussetzungen hierfür geschaffen werden.
Phase 1: Grundlagen schaffen
Mit finanziellen Anreizen sollte das Interesse der Beschäftigten an einer Produktivitätsoffensive geweckt werden. Diese Anreize erforderten die Formulierung von Zielen und ihre laufende Überprüfung. Hierfür musste zunächst ein Produktionsleitstand installiert werden. Außerdem sollte die Belegschaft befähigt werden, die Ziele zu erreichen, was eine Qualifikationsoffensive und die Erweiterung des Schichtmodells erforderte.
Anreize schaffen
Das Vergütungssystem wurde so umgestellt, dass Produktivitätssteigerungen belohnt wurden. Die bislang leistungsunabhängige Auszahlung von Urlaubs- und Weihnachtsgeld wurde umgewandelt in eine leistungsabhängige variable Vergütung. Hierbei hatten Umsatzsteigerungen einen wesentlichen Einfluss auf die jährlichen Bonuszahlungen. Ergänzt wurde das neue Anreizsystem durch regelmäßig stattfindende Feedback-Gespräche, die ebenfalls in den Jahresbonus einflossen.
Produktionsleitstand installieren
In der Ausgangslage war eine systematische Ermittlung der Maschinenlaufzeiten aufgrund fehlender technischer Möglichkeiten nicht möglich. Damit war weder die Ausgangslage korrekt zu quantifizieren, noch konnten entsprechende Zielwerte festgelegt und ihre Erfüllung überprüft werden.
Deshalb wurde ein Maschinenleitstand installiert, der in seiner ersten Ausbaustufe anzeigte, ob die Maschinen liefen oder standen und entsprechende Auswertungsmöglichkeiten bot.
Qualifikationsoffensive initiieren
Die teilweise unzureichenden technischen Fähigkeiten der Beschäftigten in der Produktion erforderte eine Qualifikationsoffensive.
Die Beschäftigten der Serienfertigung wurden intern und extern prozesstechnisch weitergebildet.
Neue Mitarbeiter mit der notwendigen fachlichen Berufsausbildung wurden rekrutiert. Hierfür wurde der Einstellungsprozess komplett überarbeitet.
Außerdem wurde eine breit angelegte Ausbildungsoffensive initiiert mit dem Ziel, mittelfristig die Ausbildungsquote von bislang 0 % auf etwa 15 % zu steigern. Diese Ausbildungsoffensive beinhaltete sowohl duale Ausbildungsberufe als auch duale Studiengänge.
Schichtmodell erweitern
In dieser Phase zeigte sich außerdem, dass eine Erweiterung des Schichtmodells erforderlich war.
Die bislang im Dreischichtbetrieb gefahrenen 16 Schichten pro Woche reichten bei einigen Artikeln nicht aus, um die Aufträge bewältigen zu können.
Deshalb wurde das Schichtmodell auf einen kontinuierlichen 7x24[1]-Betrieb erweitert.
Mit dem neuen Vergütungssystem, der Einführung des Produktionsleitstands, der Qualifikationsoffensive und der Einführung des kontinuierlichen 7x24-Betriebs waren die Grundlagen geschaffen, die Maschinenauslastung gezielt zu steigern.
Phase 2: Maschinenauslastung gezielt steigern
Der neue Maschinenleitstand ermöglichte eine moderne Produktionssteuerung hinsichtlich Monitoring und Reihenfolgeplanung. Außerdem wurden in dieser Phase das Fabriklayout optimiert, die Produktionsinfrastruktur standardisiert, modernisiert und automatisiert, Rüstzeiten reduziert, die Bereitstellung von Produktionsmitteln und die Maschinenwartung optimiert, sowie die Mitarbeiterkapazitäten entsprechend dimensioniert, um weitere Effizienzpotenziale zu realisieren.
Fertigungsmonitoring
Der Leitstand ermöglichte der Produktionsleitung einen permanenten Überblick über aktuelle Situation in der Fertigung. Die Dauer von Rüstvorgängen und die Gründe für Maschinenstillstände konnten analysiert werden.
Die Disposition erhielt die Möglichkeit, für einen Folgeauftrag zur Verfügung stehende Maschinen zu erkennen und kurzfristig zu belegen.
Das Controlling ermittelte auf Basis der Leitstandsdaten die effektive Maschinenauslastung. Diese betrug im ersten Monat nach Einführung des Leitstands effektive 64 % bezogen auf einen 7x24-Zeitraum. Diese Kennzahl fand Eingang in das monatliche Reporting für die Geschäftsleitung.
Reihenfolgeoptimierung
In einer zweiten Ausbaustufe wurde der Leitstand an das bestehende ERP-System angekoppelt. Damit erhielt die Disposition die Möglichkeit einer vorausschauenden Maschinenbelegungsplanung.
Unproduktive Notrüstvorgänge aufgrund drohender Produktionsstillstände bei den Kunden konnten damit erheblich reduziert werden. In den Vordergrund rückten stattdessen die Fertigung optimaler Losgrößen und damit verbunden die Festlegung minimaler und maximaler Lagerbestände auf Artikelebene.
In den morgendlichen Produktionsmeetings wurde im Kreis von Disposition, Produktionsleitung, Qualitätsmanagement und Werkzeugbereitstellung der jeweilige Tagesplan durchgesprochen, mögliche Abweichungen adressiert und entsprechende Abstellmaßnahmen vereinbart. Ergänzend wurde ein zweites tägliches Produktionsmeeting am Nachmittag institutionalisiert zur Durchsprache des Produktionsplans für die Spät- und Nachtschicht sowie für eine zeitnahe Überprüfung der am Morgen eingeleiteten Maßnahmen.
Aus der Reihenfolgeplanung im Produktionsleitstand ergab sich die tägliche, schichtbezogene Rüstliste. Die Schichtleitung legte auf dieser Basis die Verantwortlichkeiten für die einzelnen Rüstvorgänge fest und überwachte deren Fortgang.
[1] 7 Tage pro Woche x 24 Stunden pro Tag
Optimierung Fabriklayout
Das Fabriklayout wurde im Hinblick auf einen reibungslosen Materialfluss optimiert. Dabei stand das Handling von Fertigteilen und Werkzeugen im Mittelpunkt. Die Maschinen wurden zu diesem Zweck umgestellt und die Wege markiert. Neben der Optimierung der Produktionslogistik ergaben sich mit dem neuen Layout zusätzlich Verbesserungen bei Sicherheit und Ordnung.
Modernisierung, Standardisierung und Automatisierung der Produktionsinfrastruktur
Nicht mehr benötigte und durch hohen Wartungsaufwand und mangelnder Zuverlässigkeit nicht mehr wirtschaftliche Altmaschinen wurden an Maschinenhändler veräußert. Neue Maschinen wurden nach Bedarf angeschafft. Dabei kamen neueste Technologien in der Maschinensteuerung, in der Wiederholgenauigkeit und in der Energieeffizienz zum Einsatz.
Die Teileentnahme wurde mithilfe von Robotern zunehmend automatisiert. Diese kontrollierte Entnahme verringerte Werkzeugbeschädigungen im laufenden Betrieb stark, was die Maschinenlaufzeiten erhöhte und ungeplante Maschinenstillstände und Rüstvorgänge entsprechend reduzierte.
Der Standardisierung der gesamten Produktionsinfrastruktur wurde eine hohe Bedeutung beigemessen und bezog sich auf:
- Maschinenhersteller, Maschinentypen, Maschinensteuerung
- Peripherie: Roboter, Transportbänder, Steuergeräte, Temperiergeräte
- Mechanische und elektrische Anschlüsse an Maschinen, Werkzeugen und Peripheriegeräten
Maschinennahe Prozesse optimieren
Außerdem wurden drei Schlüsselprozesse für eine bessere Maschinenauslastung optimiert:
- Rüstzeiten reduzieren
- Maschinenstillstandszeiten aufgrund nichtverfügbarer Produktionsmittel vermeiden
- Maschinenstillstandszeiten aufgrund unvorhergesehener Maschinendefekte vermeiden
Prozessbeobachtungen zeigten, dass vielfach für den Rüstvorgang benötigte Hilfsmittel nicht unmittelbar verfügbar und teilweise nicht auffindbar waren. Dadurch verlängerten sich die Rüstzeiten erheblich.
Deshalb wurden alle Produktionsmitarbeiter mit den regelmäßig benötigten Hilfsmitteln ausgestattet. Seltener benötigte spezielle Hilfsmittel werden an zentraler Stelle gelagert und entsprechend gekennzeichnet.
Die Qualifikation der Mitarbeiter und die Standardisierung der Produktionsinfrastruktur trugen zusätzlich zur Steigerung der Rüsteffizienz bei.
Auswertungen der Maschinenlaufzeiten zeigten, dass ein großes Potenzial in der Verfügbarkeit der produktionsnotwendigen Werkzeuge bestand.
Folglich wurden die Prozesse in der Werkzeugbereitstellung optimiert. Hierzu gehörte eine rechtzeitige Disposition der benötigten Werkzeuge, die Möglichkeit von Expressbestellungen im Falle extern zu beschaffender Ersatzteile, die Einrichtung eines Maschinenparks exklusiv für die Bereitstellungswerkstatt und die Aufstockung der Personalkapazitäten für die Werkzeugwartung.
Mit dem zunehmenden Einsatz moderner Maschinen nahm die Wartungsintensität ab. Dennoch waren auch die neuen Maschinen vorbeugend zu warten, um ungeplante Maschinenstillstandszeiten aufgrund von unvorhergesehenen Maschinendefekten zu vermeiden. Vorbeugende und ad hoc-Wartungen wurden von einem neu eingerichteten Maschinenwartungsteam verantwortet. Die weitgehende Standardisierung der Maschinentypen reduzierte dabei die Wartungskomplexität und folglich den Wartungsaufwand.
Mitarbeiterkapazitäten dimensionieren
Zur effektiven Nutzung der neuen technologischen und prozessualen Möglichkeiten mussten die dafür notwendigen Mitarbeiterkapazitäten zur Verfügung gestellt werden.
Die für die Serienfertigung relevanten Teams wurden ihren Kapazitätsbedarfen entsprechend neu aufgestellt:
- Dispositionsteam
- Rüstteam mit Verantwortung für das Rüsten, Anfahren und Entstören der Maschinen in der Serienfertigung
- Maschinenwartungsteam mit Verantwortung für vorbeugende Maschinenwartung und Beseitigung von Maschinendefekten
- Bereitstellungsteam für die Wartung der Produktionswerkzeuge
Dabei wurden die Erfordernisse der Nacht- und Wochenendschichten berücksichtigt, um eine kontinuierliche 7x24-Stunden-Fertigung zu gewährleisten.
Ergebnisse
Da zu Beginn der Phase 1 keine systematischen Daten vorlagen, konnte die ursprüngliche Ausgangslage nicht exakt quantifiziert werden. Die Schätzung einer tatsächlichen Auslastung der Maschinenkapazitäten von etwa 40 % erschien jedoch realistisch.
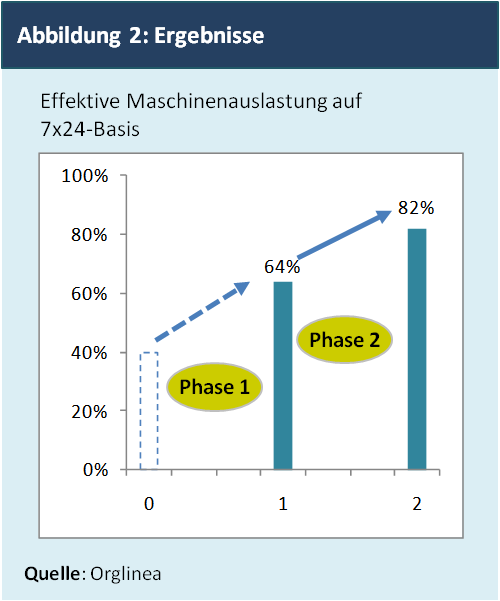
Mit der Installation des Produktionsleitstands zum Ende der Projektphase 1 konnte zum ersten Mal die Auslastung konkret ermittelt werden. Im ersten vollen Monat lag diese bei 64 %. Mit den gezeigten Optimierungsmaßnahmen konnte die Auslastung binnen zwölf Monaten auf 82 % erhöht werden. In diesem Zeitraum war die Zahl der Maschinen leicht gestiegen. Die Erhöhung der Auslastung basierte also nicht auf der Veräußerung ungenutzter Kapazitäten, sondern war auf tatsächliche Effizienzverbesserungen zurückzuführen. Die damit verbundene massive Steigerung des Produktionsvolumens setzte – hier nicht näher betrachtete – Potenziale auf der Absatzseite voraus.
Ausblick
Auch nach der beachtlichen Steigerung der Maschinenauslastung bestanden weitere Potenziale. Diese bezogen sich nicht nur auf die kontinuierliche Verbesserung der einzelnen Elemente, sondern beinhalteten auch weitergehende Aspekte:
- Weiterer Ausbau der Leitstandes mit beidseitiger Anbindung an das ERP-System sowie Anbindung an die Maschinen zur Verwaltung und gezielten Nutzung der Maschinenprogramme
- Erweiterung der Kennzahl Maschinenlaufzeit um Qualität und Nutzungsfaktor zur Overall Equipment Effectiveness (OEE) zum aktiven Management dieser drei Bestandteile
- Weitere Optimierung der Produktionsprozesse in Anlehnung an die 5S-Systematik[1]
- Weitergehende Automatisierung von Produktions- und Kontrollprozessen durch Einsatz neuester technologischer Möglichkeiten
- Optimierung der Anfahrprozeduren durch Einsatz wissenschaftlicher Methoden
Die Umsetzung dieser Maßnahmen konnte die Produktivität in der Serienfertigung weiter erheblich steigern.
Autor
Matthias Wendler, Geschäftsführer Orglinea Managementberatung Stuttgart GmbH,
© 2015, Orglinea GmbH, alle Rechte vorbehalten
[1] Sortieren von notwendigen und unnötigen Betriebsmitteln, Standort für die notwendigen Betriebsmittel definieren, Sauberkeit herstellen und aufrecht erhalten, Standards setzen, Selbstdisziplin
Ähnliche Artikel

Modernes Benchmarking: Der "Röntgenblick" durch mittelständische Unternehmen
Mit einem Datenbank-basierten Benchmarking zur schnellen Identifikation und Bewertung von Effizienzpotenzialen > mehr
Schlankes Geschäftsprozess-management in der Praxis
Allgemeine Gestaltungselemente und Prozesslandkarten für die Energiewirtschaft
> mehr

Die sechs Eckpfeiler einer modernen Unternehmens-kultur
Kulturwandel bei einem mittelständischen Industrieunternehmen
> mehr
(c) 2003-2021
Orglinea Managementberatung Stuttgart GmbH
E: meyer.helga @ orglinea.com
T: +49 7032 784-660


