Ein vereinfachtes Toyota Production System für den Mittelstand

Schlanke Produktion bei einem Automobilzulieferer
Executive Summary
Kontinuierliche Verbesserung von Produktivität und Qualität, schlanke Organisation, Vermeiden von Verschwendung und Prozessorientierung sind einige Schlagworte für die Gestaltung einer modernen, effizienten Produktion.
Seit den 1950er Jahren hat Toyota diese Organisationsprinzipien in seinem weltweit anerkannten und oft bewunderten Toyota Production System (TPS) perfektioniert. Aber nicht alle Aspekte des TPS sind im Mittelstand, im Gegensatz zu multinationalen Großunternehmen, sinnvoll anwendbar. Dieser Artikel fokussiert daher auf die neun Kernelemente, die im Mittelstand für die Realisierung einer schlanken Produktion umgesetzt werden können.
Ausgangslage
Kontinuierliche Verbesserung von Produktivität und Qualität, schlanke Organisation, Vermeiden von Verschwendung und Prozessorientierung sind einige Schlagworte für die Gestaltung einer modernen, effizienten Produktion.
Seit den 1950er Jahren hat Toyota diese Organisationsprinzipien in seinem weltweit anerkannten und oft bewunderten Toyota Production System (TPS) perfektioniert. Aber nicht alle Aspekte des TPS sind im Mittelstand, im Gegensatz zu multinationalen Großunternehmen, sinnvoll anwendbar. Dieser Artikel fokussiert daher auf die neun Kernelemente, die im Mittelstand für die Realisierung einer schlanken Produktion umgesetzt werden können. Wir bezeichnen dies als ein vereinfachtes TPS für den Mittelstand. Die Grundzüge gehen auf die Automobilproduktion von Toyota zurück, das TPS ist jedoch nicht auf die industrielle Fertigung beschränkt, sondern kann auch in Dienstleistungs-, Administrations- und Entwicklungsbereichen umgesetzt werden.
In diesem Artikel charakterisieren wir zunächst dieses vereinfachte TPS und geben dann Hinweise darauf, wie dieses bei einem mittelständischen Automobilzulieferer erfolgreich eingeführt wurde.
Die Elemente eines vereinfachten TPS für den Mittelstand
Das TPS ist langfristig und auf permanente Verbesserungen ausgelegt. Wesentliches Merkmal ist, dass sich jeder Zustand im Hinblick auf sein Ideal weiter verbessern lässt. Auftretende Fehler sind Antrieb, den Fehlerursachen auf den Grund zu gehen und mit geeigneten Maßnahmen sicherzustellen, dass diese Fehler nicht wiederholt auftreten. Dies erfordert eine hohe Disziplin der Belegschaft und eine entsprechende unternehmenskulturelle Verankerung, die gegenseitigen Respekt aktiv einfordert.
Dieser Philosophie folgend haben wir neun Kernelemente des TPS identifiziert für eine erfolgreiche Umsetzung im Mittelstand:
- Smart-just-in-time-Konzept
- Flussorganisation
- Standardisierung
- Bestandsminimierung
- Andon
- Visualisierung
- Systematische Fehleranalyse
- Fertigungsorientierte Produktentwicklung
- Lieferantenintegration
Smart-just-in-time-Konzept
Ein erweitertes just-in-time-Konzept, das den vom Kunden gewünschten Zeitpunkt ergänzt um die Aspekte der vom Kunden gewünschten Produkte und Leistungen in der vereinbarten Qualität und Menge am richtigen Ort. Ziel ist, diese fünf Kriterien gleichzeitig zu erfüllen und dies auch für Vorprodukte und Vorleistungen zu gewährleisten:
Kundenwunschtermin. Der vom Kunden gewünschte Termin wird als unumstößliche Vorgabe akzeptiert. Alle vorgelagerten Prozessschritte werden auf die Einhaltung dieses Kundenwunschtermins ausgerichtet (just in time).
Gewünschte Produkte und Leistungen. Der Kunde erhält exakt die gewünschten Produkte und Leistungen. In den vorgelagerten Schritten werden genau die Vorprodukte erstellt oder bereitgestellt, die für die gewünschten Endprodukte und Endleistungen erforderlich sind.
Vereinbarte Qualität. Die Produkte und Leistungen werden exakt in der mit dem Kunden vereinbarten Qualität gefertigt. Hierbei werden neben Defektraten auch Qualitätsmerkmalen wie Maßtoleranzen und Materialeigenschaften berücksichtigt. Dieser Qualitätsanspruch gilt analog für Vorprodukte.
Vereinbarte Menge. Es wird exakt die mit dem Kunden vereinbarte Menge produziert. Die Fertigung von Über- oder Untermengen wird ausgeschlossen. Dies gilt analog für Vorprodukte gemäß ihrer Stückliste oder Rezeptur.
Richtiger Ort. Alle End- und Vorprodukte werden an ihrem definierten Ort bereitgestellt. Diese Übergabestellen sind eindeutig gekennzeichnet.
Das smart-just-in-time-Konzept ist dann richtig umgesetzt, wenn seine fünf Kriterien gleichzeitig und auf Dauer erfüllt werden.
Flussorganisation
Die gesamte Organisation wird analog eines Flusses ausgerichtet. Produktion, nebengelagerte Bereiche und Administration werden so organisiert, dass sie harmonisch, einem kontinuierlichen Fluss entsprechend, ineinander greifen.
Acht Gestaltungsprinzipien erleichtern die Einführung eines kontinuierlichen Produktionsstroms.
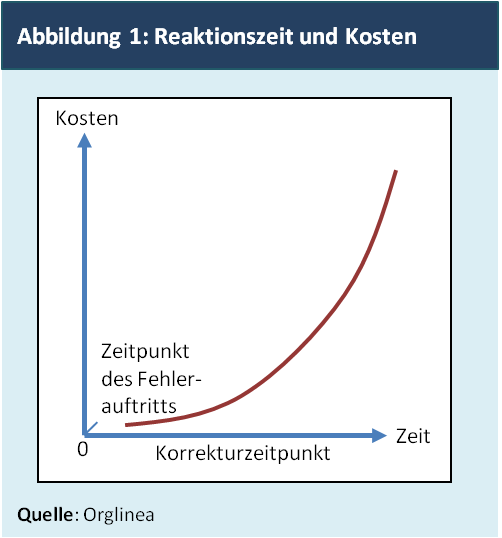
Reaktionszeiten verkürzen. Je früher ein Fehler nach seinem Eintritt entdeckt wird, desto niedriger sind die Kosten seiner Beseitigung. Entsprechend werden die Kontrollpunkte in der Fertigung und in den nebengelagerten Bereichen gesetzt (vgl. Abbildung 1).
Vorbeugende Instandhaltung. Durch die vorbeugende Wartung der gesamten Produktionsinfrastruktur sollen ungeplante Fertigungsunterbrechungen durch ad hoc auftretende Maschinenstörungen weitestgehend vermieden werden. Die zeitliche Synchronisation von Wartungs- und Rüstarbeiten optimiert dabei die Anlagenverfügbarkeit.
Rüstzeiten verkürzen oder vermeiden. Der Idealfall ist der Ein-Stück-Fluss ohne Rüstunterbrechungen.
Ein Automobilzulieferer konnte beispielsweise die Rüstdauer in einem Bearbeitungszentrum von 214 Minuten innerhalb von vier Jahren um 92 % auf 17 Minuten senken. Dabei kamen im Laufe der Zeit neben Prozessoptimierungen – die gezielte Bereitstellung von Werkzeugen, Einführung von Checklisten, Prozessstandardisierung – auch verbesserte Technologien wie moderne Spann- und Vorrichtungssystem zum Einsatz.
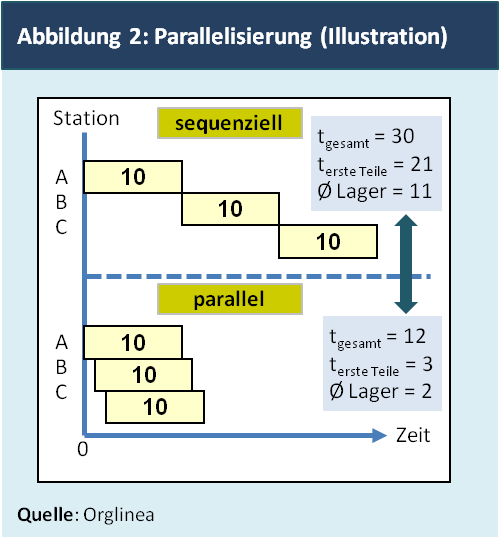
Arbeitsschritte parallelisieren. Gegenüber der sequentiellen Fertigung in Einzelarbeitsschritten können bei einer parallelen Bearbeitung, beispielsweise in einer Fertigungsinsel, die Durchlaufzeiten und Zwischenlagerbestände oft deutlich gesenkt werden (vgl. Abbildung 2).
5 S. Ein umfassendes System mit fünf Aspekten für die Arbeitsplatzgestaltung zur nachhaltigen Vermeidung von Verschwendung. Standort: Jedes Betriebsmittel erhält seinen definierten Standort mit entsprechender Kennzeichnung. Selektion: Bei allen Gegenständen wird die Notwendigkeit überprüft. Nichtnotwendige Gegenstände werden eliminiert, selten benötigte weiter weg gelagert, um die dauernd benötigten im direkten Zugriff zu halten. Sauberkeit: Alle Bereiche und Betriebsmittel werden von Schmutz befreit. Stabilisierung: Durch organisatorische Maßnahmen wird sichergestellt, dass Standort, Selektion und Sauberkeit nachhaltig beibehalten und eventuell weiter verbessert werden. Selbstdisziplin: Die Selbstdisziplin aller Beteiligten zur Aufrechterhaltung von 5 S wird regelmäßig überprüft.
Grafische Arbeitsanweisungen. Bildhafte Arbeitsanweisungen mit Fotos und Grafiken an allen Arbeitsstationen erleichtern das Verständnis für die zu erledigenden Aufgaben.
Poka Yoke. Mit Poka Yoke (ursprünglich Baka Yoke = Narrensicherheit) das Auftreten von Fehlern technisch-konstruktiv und damit sicher vermeiden. Beispielsweise durch die Kodierung von Betriebsmitteln eine Falschbedienung sicher ausschließen.
Mehrmaschinenbedienung. Mehrere Maschinen durch eine Person bedienen lassen, solange die Arbeitsintensität dies zulässt.
Standardisierung
Abläufe, Prozesse und Tätigkeiten so weit standardisieren, dass Abweichungen und Sonderfälle weitestgehend vermieden werden.
Dabei wird jede Aktivität strukturiert nach Inhalt, Ablauf, Zeit, Ergebnis und Wertschöpfung aus Kundensicht. Die Aktivitäten werden in ihrer - möglichst parallelisierten – Reihenfolge direkt miteinander verbunden. Dabei Unterbrechungen vermeiden, Flüsse vereinfachen, unmittelbare Reaktionen ermöglichen, Taktzeiten und Pull-System einführen.
Das Ziel sind robuste, integrierte und standardisierte Prozesse.
Bestandsminimierung
Bei einer idealtypischen flussorientierten Prozessorganisation treten Zwischenlagerbestände nicht mehr auf.
Dies reduziert die Kapitalkosten und erhöht die operative Effizienz durch die Eliminierung von Einlagerungs-, Lagerhaltungs- und Auslagerungstätigkeiten.
Entstehen dennoch Zwischenlagerbestände im Tagesgeschäft, so sind diese eine klare Indikation auf Prozessprobleme und ermöglichen so eine sofortige Reaktion und Fehleranalyse. Der verschleiernde Charakter von Beständen entfällt.
Andon
Andon ist der sofortige Stopp bei Erkennen eines Fehlers, um so eine kostenintensive Fehlerverschleppung zu vermeiden.
In der Vergangenheit wurden oft ganze Fertigungslinien bei Auftreten eines Fehlers solange gestoppt, bis dieser Fehler behoben war. Inzwischen werden fehlerhafte Bauteile gezielt ausgetaktet, nachgearbeitet und anschließend wieder eingetaktet, um eine Arbeitsunterbrechung an eigentlich nicht betroffenen Arbeitsstationen zu vermeiden.
Visualisierung
Die laufende Visualisierung von Zuständen und Fertigungsfortschritten ermöglicht die zeitnahe Reaktion auf mögliche Abweichungen. Andon und Visualisierung hängen eng miteinander zusammen.
Zum Einsatz kommen können Maschinenampeln, Fertigungsleitstände mit Betriebsdatenerfassung und Projektrückmeldungen im Projektgeschäft. Auf die Signalwirkung von Zwischenlagerbeständen wurde oben bereits hingewiesen.
Systematische Fehleranalyse
Jeder Zustand und jedes Ergebnis, das nicht den hier dargestellten Prinzipien einer schlanken Organisation entspricht, stellt eine Abweichung dar.
Mit einer systematischen Fehleranalyse soll den Ursachen dieser Abweichungen auf den Grund gegangen werden, um ein wiederholtes Auftreten künftig möglichst zu vermeiden. Im Kern besteht die systematische Fehleranalyse aus sechs Schritten:
- Problem identifizieren
- Problem konkretisieren
- Ursachen lokalisieren
- Abstellmaßnahmen zur Problembeseitigung einleiten
- Problemlösung verifizieren
- Verifizierte Abstellmaßnahmen auf vergleichbare potenzielle Probleme anwenden
In der Automobilindustrie hat sich die 8D-Bearbeitung von Fehlern etabliert. Dabei werden diese sechs Schritte erweitert um die Validierung des sechsten Schrittes und eine abschließende Kommunikation der erfolgreichen Problemlösung.
Drei Methoden unterstützen die Lokalisierung der Problemursachen und damit das vertiefte Verständnis über die Ursachen-Wirkungszusammenhänge:
Die nächsthöhere Ebene betrachten: Abstraktion von der konkreten Problemebene auf die nächsthöhere Systemebene. Beispielsweise von Arbeitsschritt auf Prozess, von Prozess auf TQM-System, von Betrieb auf Kunden und Lieferanten, von Maschine auf Maschinenpark und von Individuum auf Team und Unternehmen.
Probleme durch Beobachten verstehen. Der Genichi Genbutsu ist der „Ingenieur in der Fertigung“, der die auftretenden Abweichungen am Ort ihres Entstehens beobachtet. Analog in nebengelagerten und administrativen Bereichen.
5-Why-Analyse: Die fünfmalige Frage nach dem Warum führt zur eigentlichen Problemursache.
In einem konkreten Fall wurde das Problem eines ungeplanten Maschinenstillstands in einer 5-Why-Analyse weiter untersucht:
- Frage: Warum hat die Maschine angehalten? Antwort: Durch eine Überlastung ist die Sicherung durchgebrannt
- Frage: Warum ist die Überlastung aufgetreten? Antwort: Das Lager der Maschine war nicht ausreichend geschmiert
- Frage: Warum war das Lager nicht ausreichend geschmiert? Antwort: Die Ölpumpe hat nicht ausreichend gepumpt
- Frage: Warum hat die Ölpumpe nicht ausreichend gepumpt? Antwort: Die Welle der Ölpumpe ist ausgeschlagen
- Frage: Warum ist die Welle der Ölpumpe ausgeschlagen? Antwort: Es war kein Sieb angebracht, weshalb Metallspäne in die Ölpumpe gerieten und dort das Ausschlagen der Welle verursacht haben
Die systematische Fehleranalyse ist Grundlage für ein tiefes Problemlösungsverständnis und ist ein wesentliches Element einer lernenden Organisation.
Fertigungsorientierte Produktentwicklung
Etwa 60-80 % der Herstellkosten eines Produkts werden in der Konzeptionsphase festgelegt. Front Loading, Wissensmanagement und rigorose Standardisierung in der Entwicklung helfen, Produkte so zu entwickeln, dass diese später im Flussprinzip gefertigt werden können.
Front Loading: Probleme möglichst frühzeitig in der Konzeptions- und Konstruktionsphase erkennen und lösen. Ziel ist, 80 % der möglichen Fehler bereits vor dem Bau des ersten Prototypen zu lösen. Die Fehlermöglichkeits- und Einflussanalyse (FMEA) ist ein leistungsfähiges Werkzeug für die frühzeitige Fehlererkennung.
Wissensmanagement: Der umfassende Zugriff auf Projekt-, Produkt- und Prozessdaten unterstützt die Entwickler darin, mögliche Probleme von Anfang an zu vermeiden. Die Entwicklungstätigkeit bekommt dadurch einen zunehmend anspruchsvollen und interdisziplinären Charakter.
Standardisierung in der Entwicklung: Die rigorose Standardisierung von Entwicklungsprozessen, Komponenten und Produkten verringert das Risiko späterer Abweichungen.
Lieferantenintegration
Die oben aufgezeigten acht Elemente eines vereinfachten TPS für den Mittelstand werden idealerweise auch bei den Lieferanten implementiert. Die Möglichkeit zur Umsetzung hängt dabei von der Verhandlungsmacht des Unternehmens ab. Große Lieferanten werden bereits verbleichbare Produktionssysteme im Einsatz haben. Bei kleineren Lieferanten sollte die Möglichkeit geprüft werden, im Rahmen der Lieferantenentwicklung die Einführung eines solchen Systems aktiv zu begleiten.
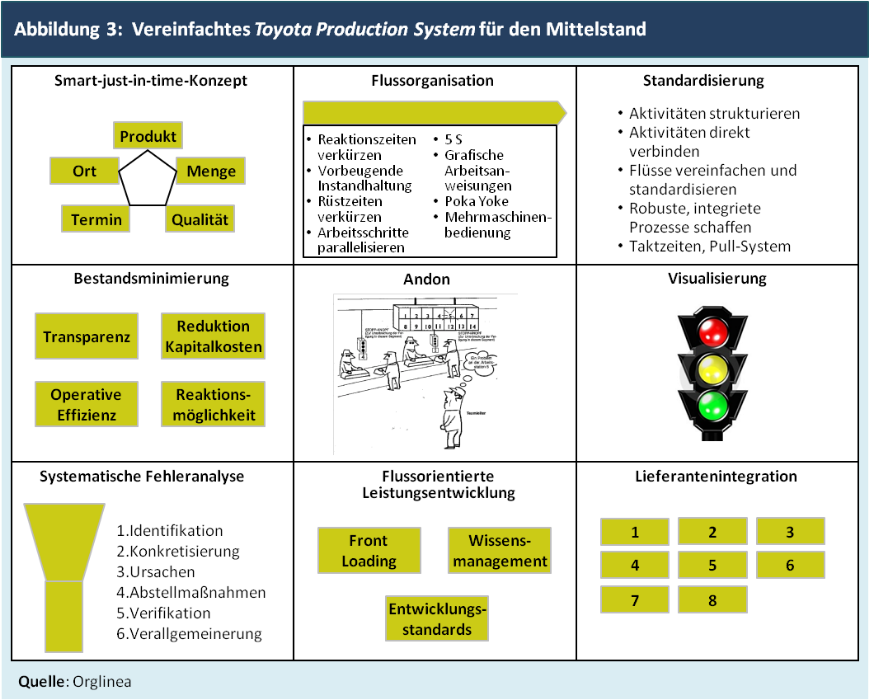
Abbildung 3 fasst die von uns identifizierten neun Gestaltungsprinzipien eines vereinfachten TPS für den Mittelstand zusammen.
Die Einführung eines vereinfachten TPS bei einem Automobilzulieferer
Ein Automobilzulieferer hatte dieses vereinfachte TPS eingeführt. Dabei hatte sich gezeigt, dass dieses nicht isoliert implementiert werden konnte, sondern auch die relevanten Umsysteme – Personalmanagement, Controlling, Qualitätsmanagement, IT –auf das TPS auszurichten waren. Dabei kam der Unternehmenskultur eine besondere Bedeutung zu[1]. Diese Systemänderungen konnten nicht „über Nacht“ implementiert werden, sondern wurden im Sinne eines Change Management eingeführt, das im Laufe der Zeit Feinjustierungen erforderte.
Ein wesentlicher Aspekt war die aktive Beteiligung der Beschäftigten. So wurden alle Teamleiter in den Methoden des TPS und in den Methoden der Workshop-Moderation geschult. Dabei wurden die Beschäftigten nicht nur in der Phase der Implementierung eingebunden, sondern im Sinne der kontinuierlichen Verbesserung anschließend auch in regelmäßigen Optimierungsworkshops mit ihren Teamleitern.
Die Einführung dieses vereinfachten TPS ermöglichte dem Automobilzulieferer eine langjähriges nachhaltiges, organisches Wachstum mit signifikanten Produktivitätssteigerungen.
Autor
Matthias Wendler, Geschäftsführer Orglinea Managementberatung Stuttgart GmbH,
© 2015, Orglinea GmbH, alle Rechte vorbehalten
[1] Vgl. Orglinea-Artikel „Die sechs Eckpfeiler einer modernen Unternehmenskultur“
Ähnliche Artikel

Modernes Benchmarking: Der "Röntgenblick" durch mittelständische Unternehmen
Mit einem Datenbank-basierten Benchmarking zur schnellen Identifikation und Bewertung von Effizienzpotenzialen > mehr
Schlankes Geschäftsprozess-management in der Praxis
Allgemeine Gestaltungselemente und Prozesslandkarten für die Energiewirtschaft
> mehr

Die sechs Eckpfeiler einer modernen Unternehmens-kultur
Kulturwandel bei einem mittelständischen Industrieunternehmen
> mehr
(c) 2003-2021
Orglinea Managementberatung Stuttgart GmbH
E: meyer.helga @ orglinea.com
T: +49 7032 784-660


